






Jehly trysky pro dávkování lepidla
1. Kompletní výrobní linka, více než 12 let zkušených technických inženýrů a dobře vyškolených pracovníků.
2. Všechny produkty jsou vyráběny a dodávány v přísném souladu s normami ISO9001: 2015.
3. Zvyšte míru průchodu na 98% při nejvyšší úrovni a zároveň zkraťte dobu výroby přibližně o jeden týden, abyste zákazníkům poskytli nejefektivnější produkty a služby.
4. Naši prodejci hovoří plynně písemnou a mluvenou angličtinou a naši inženýři rychle citují do 6 hodin.
5. Rychlé a včasné dodání, rychlý a profesionální servis.
6. Zákazníci mohou využít online platební platformy, jako je PayPal, k zaplacení malého poplatku za vzorek, aby se zkrátila doba výroby vzorku.
7. Máme dobrou obchodní spolupráci s různými zákazníky z různých zemí.
Popis
Specifikace produktu
Název produktu | Jehly trysky pro dávkování lepidla |
Materiál | Nerezová ocel atd. |
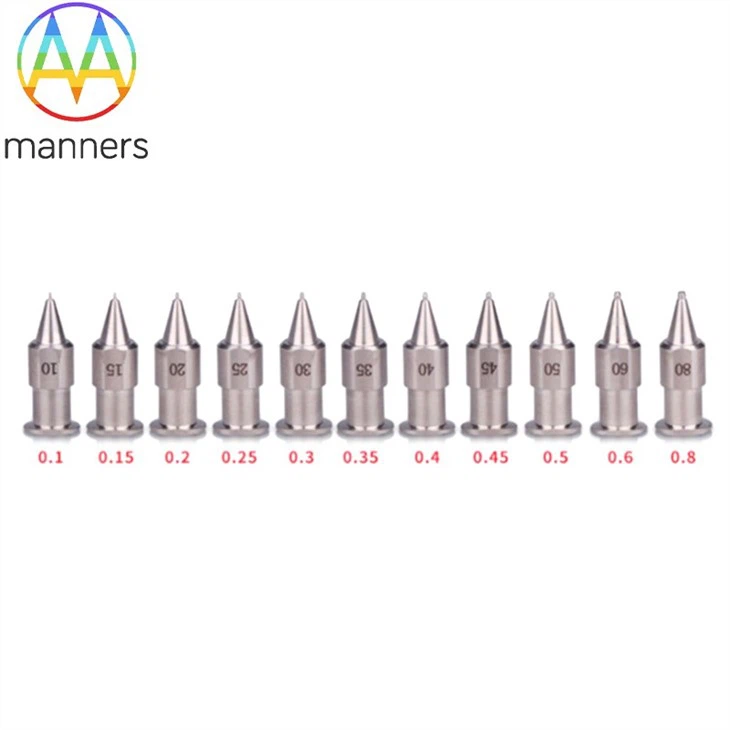
Vnitřní průměr | Průměr 0,1-0,8 mm nebo přizpůsobený průměr |
Vlastnosti | Vysoce přesné dávkování, mikro dávkování. |
Vlastní funkce | Podle vašeho 2D/3D výkresu nebo poskytnutého vzorku |
Balíček | Standardní karton nebo dle požadavku zákazníka |
Certifikace | ČSN EN ISO13485 |
Produktová show
Technologii dávkování lze zhruba rozdělit na kontaktní dávkování a bezkontaktní dávkování. Kontaktní dávkování se spoléhá na dávkovací jehlu, která vede lepidlo ke kontaktu se substrátem, což po určitou dobu zpožďuje, aby lepidlo proniklo do substrátu, a pak se dávkovací jehla pohybuje nahoru a lepidlo je odděleno od dávkovací jehly viskózní silou mezi lepidlem a substrátem, čímž se na substrátu vytvoří lepicí tečky.
Tryskový ventil je největší vlastností dávkovací technologie. Tryskový ventil musí být vybaven vysoce přesným snímačem výšky, aby bylo možné přesně řídit výšku pádu a zdvihu jehly. Bezkontaktní dávkovací ventil aplikuje na lepidlo určitým způsobem vysoký tlak, čímž získává dostatek kinetické energie a poté ji stříká na podklad určitou rychlostí. Během procesu stříkání lepidla nemá jehla žádný posun ve směru osy Z.
1. Velikost dávkovaného množství
Podle pracovních zkušeností by průměr bodu lepidla měl být polovina rozteče podložky a průměr lepicího bodu po záplatování by měl být 1,5násobek průměru lepicího bodu. Tím je zajištěno, že je dostatek lepidla pro lepení součástí bez namáčení podložek příliš velkým množstvím lepidla. Množství dávkovaného lepidla je určeno dobou otáčení šroubového čerpadla. V praxi by měla být doba otáčení čerpadla zvolena podle výrobních podmínek (pokojová teplota, viskozita lepidla atd.).
2. Dávkovací tlak (protitlak)
V současné době dávkovač lepidla používá šroubové čerpadlo k napájení jehly lepidla a hadice k odběru tlaku, aby bylo zajištěno dostatečné množství lepidla pro napájení šroubového čerpadla. Pokud je zpětný tlak příliš vysoký, snadno způsobí přetečení lepidla a množství lepidla je příliš mnoho; pokud je tlak příliš malý, dojde k přerušovanému dávkování lepidla a úniku, což vede k závadám. Tlak by měl být zvolen podle lepidla stejné kvality a teploty pracovního prostředí. Pokud je okolní teplota vysoká, viskozita lepidla se zmenší a tekutost se zlepší. V této době je nutné snížit zpětný tlak, aby byl zajištěn přívod lepidla a naopak.
3. Velikost jehly
V praxi by měl být vnitřní průměr jehly 1/2 průměru dávkovacího bodu. Během dávkovacího procesu by měla být dávkovací jehla vybrána podle velikosti podložky na desce plošných spojů: například velikost podložky 0805 a 1206 se příliš neliší. Stejný typ jehly lze zvolit, ale pro podložky s různými rozdíly by měly být vybrány různé jehly, které mohou nejen zajistit kvalitu lepicího bodu, ale také zlepšit efektivitu výroby.
4. Vzdálenost mezi jehlou a deskou plošných spojů
Různé dávkovače používají různé jehly a některé jehly mají určitý stupeň brzdění (například CAM/A LOT 5000). Kalibrace vzdálenosti mezi jehlou a deskou plošných spojů by měla být provedena na začátku každé práce, tj. Kalibrace výšky osy Z.
5. Teplota lepidla
Obecně platí, že lepidlo z epoxidové pryskyřice by mělo být skladováno v chladničce při teplotě 0--50 ° C a mělo by být odstraněno 1/2 hodiny před použitím, aby bylo lepidlo plně kompatibilní s pracovní teplotou. Teplota použití lepidla by měla být 230 ° C - 250 ° C; okolní teplota má velký vliv na viskozitu lepidla. Pokud je teplota příliš nízká, bod lepidla se zmenší a dojde k jevu tažení drátu. Rozdíl okolní teploty o 50 °C způsobí 50% změnu dávkovacího objemu. Proto by měla být regulována okolní teplota. Současně by měla být zaručena i teplota prostředí. Malý bod lepidla vlhkosti se snadno suší, což ovlivňuje přilnavost.
6. Viskozita lepidla
Viskozita lepidla přímo ovlivňuje kvalitu dávkování. Pokud je viskozita vysoká, lepicí bod se zmenší nebo dokonce nakreslí; pokud je viskozita malá, bod lepidla se zvětší, což může proniknout do podložky. Během procesu dávkování zvolte přiměřený protitlak a rychlost dávkování pro různé viskozity lepidla.
7. Křivka teploty vytvrzování
Pro vytvrzování lepidla dal obecný výrobce teplotní křivku. V praxi by měla být pro vytvrzování použita vyšší teplota, aby lepidlo mělo po vytvrzení dostatečnou pevnost.
8. Bubliny
Lepidlo nesmí mít vzduchové bubliny. Trochu lakomé způsobí, že mnoho podložek nebude mít lepidlo; pokaždé, když je hadice vyměněna do poloviny, měl by být vzduch na spoji vyprázdněn, aby se zabránilo jevu prázdného nárazu.

Naše továrna




Jehly trysky pro dávkování lepidla
Populární Tagy: jehly trysky pro dávkování lepidla, Čína, dodavatelé, výrobci, továrna, přizpůsobené, vlastní, levné, nízké ceny, vyrobené v Číně





